by Arnaud Divialle
It’s no secret that profit margins in the plastic injection industry can be slim. But why is that, and what can be changed? What dynamics and processes are at play between OEM parts makers, molders and mold makers that often have the effect of shrinking bottom lines?
We wanted to find out. So we conducted interviews with molders and mold makers across North America and Europe to discuss what challenges they face in trying to efficiently — and profitably — produce high quality mold designs and molds.
Hidden sources of plastic injection molding design inefficiency
The conversations were open and frank, revealing hidden sources of inefficiency that too often lead to complications with mold designs, missed delivery times, and ultimately lower profits for all stakeholders.
In this webinar, we share some of what we learned. We explore the critical roles that mold design validation and moldflow analysis play, and discuss key insights into how small, cost-effective changes to workflows can streamline injection molding design processes to improve cost, quality and time-to-delivery for mold makers and molders alike.
Watch the webinar: How to solve 3 overlooked molding design challenges
The profitability squeeze: more than material prices

Margins in molding are pressured from every angle:
- Resin prices fluctuate with a volatile global petrochemical market
- Electricity costs are climbing as utility costs climb across the country
- Skilled labor is becoming harder to find
- Increased competition for lower cost regions and demand for reduced tool costs
In this environment, even a modest misstep in cooling design or cycle-time estimation can erase what little profit remains after overhead, machine depreciation, and scrap. Our interviews have confirmed that most shops lose money in one of several common areas: prolonged tool launches, costly part defects, longer molding cycles than originally quoted, and reactive engineering changes that snowball late in the project.
Where the waste really happens
Digging deeper, several interviewees have also pinpointed the hand-off between part design and plastic injection molding design as the number-one danger zone. Common pitfalls include:
- Cycle-time “best guesses” instead of data-driven estimates
- Cooling channels added wherever space is left, rather than where heat actually accumulates
- Long email chains between OEM engineers and external mold builders with no shared visualization of hot spots or thermal gradients
- Tool trials that reveal warpage or sink marks only after steel is cut, triggering expensive re-work or inserts
To get more concrete, consider a theoretical medical molder who’s busy launching a multi-cavity tool. That project might need (in a common problem scenario) three or four successive re-drills of the water lines after the first shots reveal a differential shrink. Each revision could easily add a week to the timeline and thousands of dollars in machining and bench labor. Those unexpected costs could partially or completely wipe out the project’s anticipated profits. And despite those changes, the actual cycle time might be 10% higher than anticipated, further reducing the anticipated profits.
Three themes from the interviews
- Estimates still rely on intuition. Even veteran estimators admitted that they pad cycle-time numbers because they lack a quick way to validate cooling performance. That conservatism protects margins but wins fewer bids.
- Late-stage validation costs more than early simulation. A full moldflow study can take two weeks and thousands of dollars. Teams skip it on “simple” tools — but “simple” parts can still hide thermal traps such as thick bosses or deep ribs.
- Communication gaps multiply errors. OEM designers may optimize for part performance, while molders care about throughput. Without a common thermal model, each side solves its own problem and hopes for the best.
Small changes, big impact
| Leverage Point | Typical Pain | Low-Cost Fix | Expected Payoff |
|---|---|---|---|
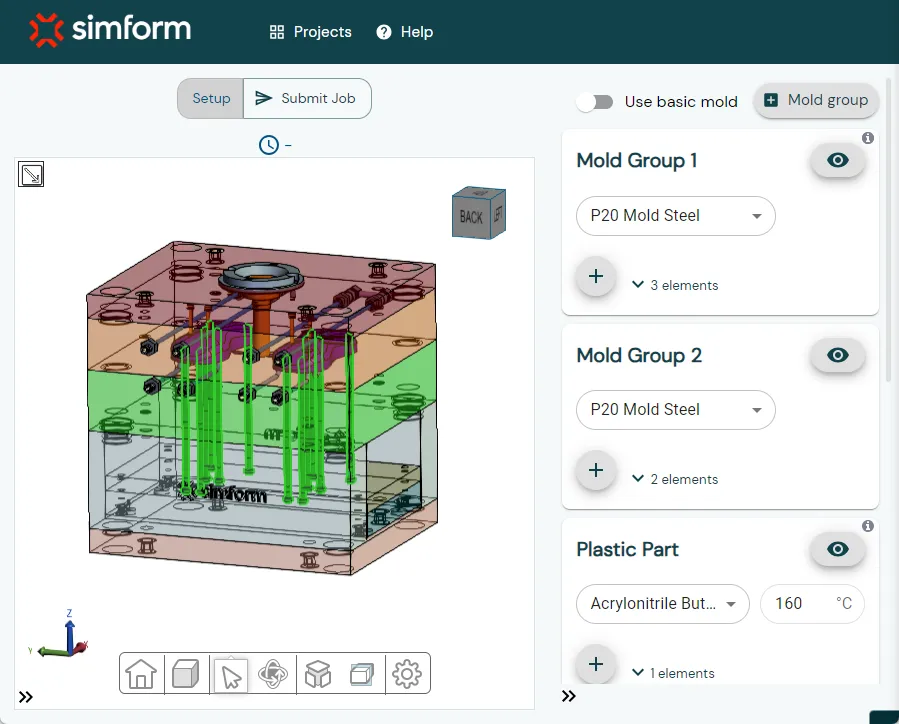
| Early DFM (cooling check) | Cycle-time padding and lost bids | Run a 15-minute SimForm Feasibility analysis from the part CAD | Faster quotes, higher win rate |
| Virtual design review with heat maps | Endless email loops requesting changes | Share cloud-based simulations so OEMs, molders, and toolmakers view the same hot-spot data | Fewer design spins; 1-2 weeks saved per round of simulation and iteration avoided |
| Compare mode during design | Hard to judge if a tweak helps | Overlay two design versions inside SimForm to visualize cooling improvements instantly | Confident decisions; scrap design options sooner |
| KPI tracking for cooling | No feedback loop | Record predicted vs. actual cycle time and part temperatures | Continuous improvement; evidence for ROI of simulation |
A workflow that pays for itself
Imagine if a mold maker could quickly simulate five design concepts before committing to steel. It would be simple to drop the worst few immediately, refine the middle options, and present the best option with data to prove it. Molders gain confidence to quote aggressive cycle times because the numbers are backed by physics rather than gut feel. OEMs, in turn, enjoy shorter project calendars and fewer emergency tooling changes. Every stakeholder shares in the upside.
Looking ahead: data-driven collaboration
The theme that binds profitable shops isn’t bigger presses or deeper discounts, but earlier insight. Lightweight, usage-based simulation tools now exist to give that insight to every plastic injection molding designer, estimator, and process engineer, not just CAE specialists.
As veteran talent retires, these tools capture institutional know-how in a visual, shareable format that new hires can trust.
Watch the webinar now and start turning hidden costs into competitive advantage. Expert guidance on fast feasibility checks, collaborative reviews, and the design iteration process can unlock hidden plastic injection mold profitability.
Or, if you’re ready to see how front-end thermal simulation can plug the leaks in your own workflow: