by Chris Blake
In this installment of our interview series with industry experts, we sit down with John Bozzelli. John is a renowned scientific molding advocate and award-winning processor. He has authored more than 200 papers and articles about plastics and processing, and holds 10 patents. He brought his more than 50 years of industry experience, particularly in plastic processing, to our conversation.
John shared his scientific molding expertise, his broader views on the plastic injection industry, his concerns, and his advice, as well as what he sees are the greatest opportunities and new technologies transforming the industry today.
You can find our past interview with Scott Peters here.
Current challenges in the molding industry
Molding development, a disjointed process
John introduced the following five scientific plastic injection molding steps for crafting successful parts (and the challenges with this process):
- Part design
- Plastic material properties
- Injection press behavior
- Manufacturing parameters
- Mold design
As each step is typically done by a different company, the experts, all of whom are focused on their specific area, do their best and then "toss the project over the fence." This tends to lead to an unfortunate accumulation of problems, which are then passed on to the processor, the last one in the chain. The processor ends up trying to fix all the unsolved problems – after the steel has already been cut, when most changes are complex and expensive.
Often, the plastic manufacturing supply chain has to turn to external experts like John to solve the issues that cause molds to make parts that are not to spec. Partners at all stages of the process suffer when mold designs fall short:
- Mold Makers could receive feedback from unhappy buyers
- Molders can be hit by revenue delays & increased costs for rework
- OEMs might see a delayed launch & increased production price
John recommended two ways to efficiently develop good part manufacturing processes: collaboration and data.
Collaboration
One of the main roadblocks to achieving a leaner workflow (which in turn leads to reduced time to market and costs) is communication.
John describes witnessing the change in mindset that occurred in mold makers who attended his seminars for processors, and the significant improvements that resulted. During those sessions, the tool makers gained a better understanding of the injection process and of the challenges facing processors, which in turn produced better collaboration.
Data
You can't control a process that you don't measure. Unfortunately, according to John, roughly 80% of the molders are not measuring key factors such as the flow rate (GPM) of their cooling lines, for example. Most are making decisions solely based on intuition.
John points out that companies can make remarkable gains in operations and grow quickly once they implement data-based approaches.
And it doesn't have to be expensive. New, affordable technologies are being developed regularly – and they can yield huge benefits.
Without data to inform decisions, everything rests on the experience and intuition of senior processors. As they retire, the industry could find itself in dire circumstances.
A scarcity of trained resources
You’ve likely heard about the “skill gap” in the workforce. It’s real. According to the latest 2020 data from the U.S. Census Bureau, nearly one-fourth of the manufacturing workforce was age 55 — and this study is now over half a decade old! That slice of the pie has only continued to increase in size. Meanwhile, for every new manufacturing graduate, eight employees retire.
The accelerating retirement of seasoned experts has made it increasingly difficult to recruit new employees, especially on the shop floor. One solution is to invest in new technologies that create a better working environment and facilitate recruiting new hires.
But those new employees will need training on how to efficiently set up molds that will produce high quality parts quickly.
Training can be expensive and time consuming but, as John says, "it's what needs to be done for your plants to progress and stay alive in this increasingly competitive global market."
The difficulty of managing cooling efficiently
Cooling management is a critical aspect and possibly “the least correctly done aspect in our industry,” says John. In his experience, part warpage, a very common defect, is typically due to poor cooling.
Cooling accounts for 80%-90% of the cycle time, so with poor cooling efficiency, John says molders "are actually probably losing money."
Cooling efficiency depends mostly on a seamless combination of sound mold design (locations and dimensions of the water lines) and processing (flow rate and water temperature), the two key cooling puzzle pieces for engineers and engineering managers. In particular, to get efficient cooling, you need to ensure that you have turbulent flow. This is easily assessed with the Reynolds number (which should be above 5,000).
However, to make sure you will have turbulent flow, you need to account for the size of the water pump and the geometry of the water lines. As cooling networks get more and more complex, the network must also be balanced. Do you have enough GPM in all your lines, including the smaller ones and the ones with baffles and bubblers? It's impossible to ensure this is the case without measuring or simulating the flow in each water line.
Poor flow rate control, leads to poor cooling efficiency. The good news is that measuring the flow is an easy way to identify potential problems and avoid designing a mold that produces bad parts.
Looking forward: new tools & solutions for scientific plastic injection molding
John proposes several ways to address all those challenges.
The use of 3D printed conformal cooling can help solve challenges that would have required significant mold changes in the past.
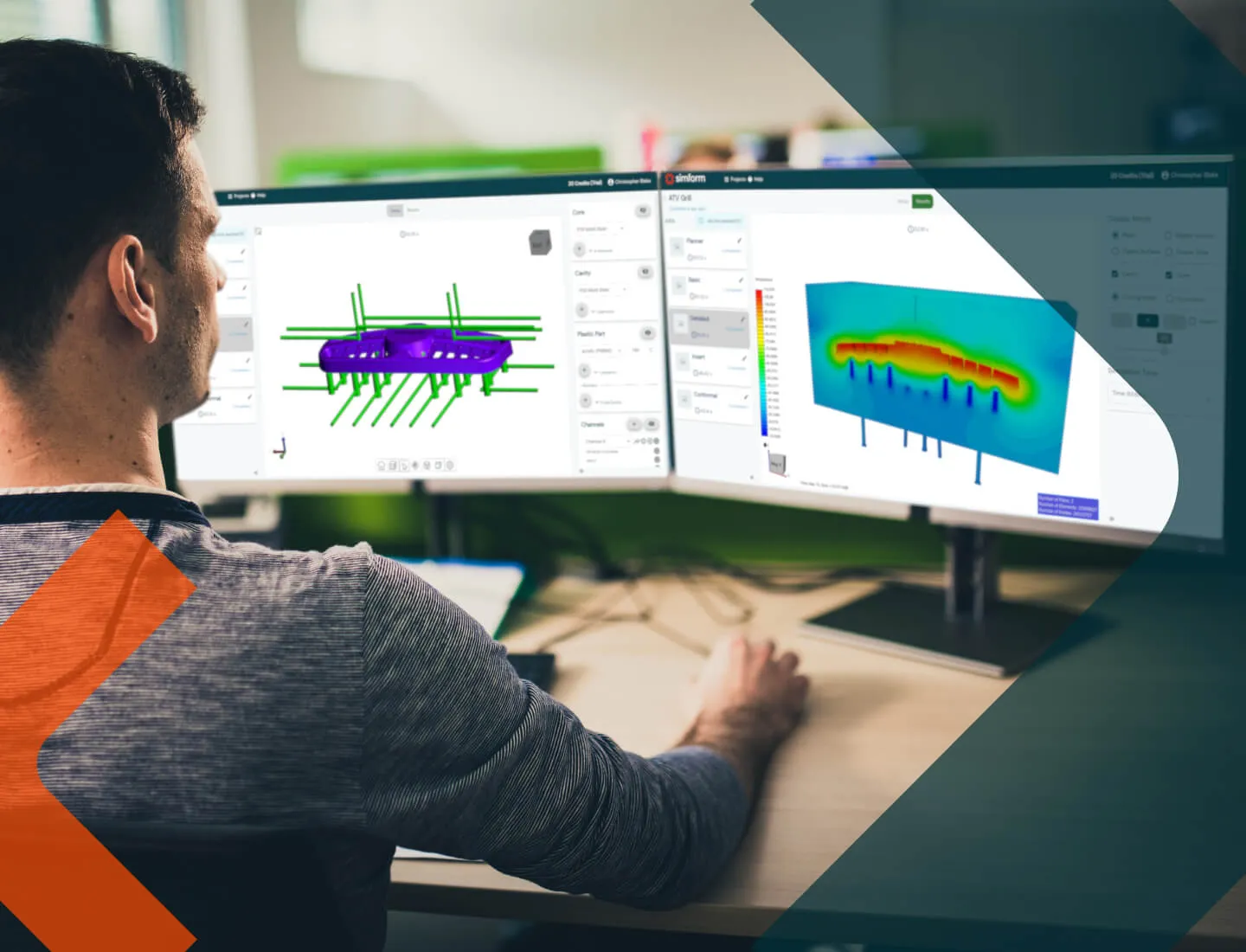
New tools, such as SimForm, can ease the communication between the tool maker and the processor. This type of technology solves the number one challenge that John highlighted in our conversation. You can run joint mold design reviews before cutting the steel, which prevents time-consuming and expensive last-minutes fixes.
Similar to mold flow analyses, SimForm makes it easy for all of the experts to identify potential issues and rationally discuss the data (rather than argue about intuitions). Although historically, mold flow analysis tools have been expensive and hard to interpret without expansive training, with a tool like SimForm, mold flow analysis is more accessible for tool makers and processors alike, and less expensive.
SimForm can even be used while the tool is in operation to help the processor evaluate different solutions or improvement opportunities.
Because a tool like SimForm enhances, rather than replaces, the expertise of the tool maker and the processor, it doesn't need to be highly accurate. It easily adds value by serving as a baseline for discussion accepted by all stakeholders.
Key take-aways for molders and mold makers
According to John, tasking processors with fixing all the problems preventing molders from making high quality parts is not a sustainable way of working.
It's time to consider other approaches:
More data, less feelings. Through sensors, structured workflow (like a practical approach to scientific molding) and moldflow analyses, processors can bolster their intuition, reducing the effort and time required for fixes.
More collaboration throughout the mold development process. More interaction and constructive feedback could help reduce the severity and frequency of problems identified during mold trial. Tools like SimForm can be used to enable all the stakeholders to have constructive discussions based on data (rather than arguing about intuitions).
More training. Complement the processors' intuition with training to reduce the effort and time required to fix issues.
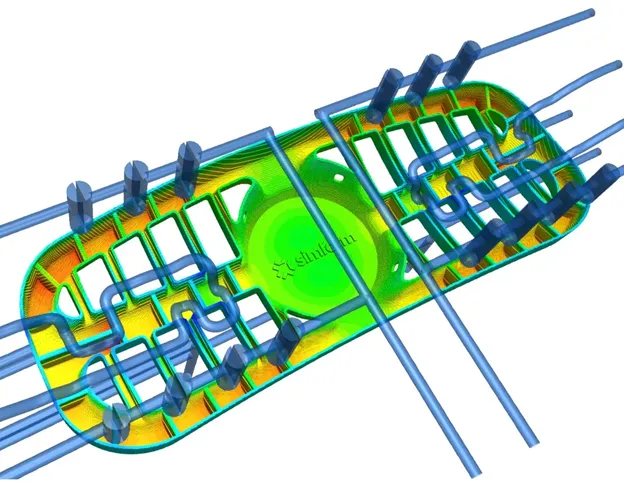
Focus on more efficient scientific molding cooling. Cooling is likely the number one challenge processors have to address, especially when it leads to warpage and part defects. Again, new tools like SimForm can shed some light on hot spots and cooling-related problems. Other approaches, like 3D printed conformal cooling, can also be used to alleviate those problems.